Банки с фасованным в них продуктом герметизируют на закаточных или укупорочных машинах той или иной конструкции и немедленно передают на стерилизацию.
Жестяные банки герметизируют на закаточных машинах. Привальцовка концов к корпусам банок осуществляется путем образования двойного закаточного шва. Сложность формы шва заставляет производить закатывание в два последовательно выполняемых приема, или, как говорят, в две операции. Рабочими органами закаточной машины являются ролики. Ролики первой операции предварительно подкатывают фланец крышки под фланец корпуса банки. Ролики второй операции окончательно оформляют шов, плотно сжимая и прокатывая все пять слоев жести. Последовательность образования двойного закаточного шва изображена на рисунке.
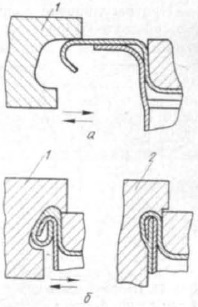
Последовательность образования двойного закаточного шва: а — первая операция, б — начало и конец второй операции; 1 — закаточный ролик первой операции; 2 — закаточный ролик второй операции
Укупорка стеклянной тары осуществляется металлическими (жестяными или алюминиевыми крышками), снабженными для герметизации уплотняющими прокладками. Банки и бутыли герметизируются обкатным, обжимным и резьбовым способами, а узкогорлые бутылки — корончатыми крышками по способу СКК. При любом способе укупорки крышки с прокладкой должны быть прочно и герметично зафиксированы на венчике горла тары и оставаться постоянно в таком положении на всех последующих процессах консервирования, транспортировки и хранения консервов.
Установлено, что более надежная герметичность укупорки обеспечивается, когда уплотняющая прокладка находится на боковой поверхности венчика горла, как это имеет место при герметизации по способу I. На рисунке показана крышка СКО (тип I) (стеклотара консервная обкатная). Такие крышки изготовляются из жести № 20, 22, 25 или алюминия толщиной 0,38—0,50 мм. При изготовлении крышки СКО-82 из тонкой жести (№ 20, 22) на ней формируется дополнительное кольцо жесткости по окружности сферы.
Обкатная крышка СКО
Белая жесть, применяемая для изготовления крышек, может быть лакированной и не лакированной. Алюминий должен быть покрыт с обеих сторон слоем пищевого консервного лака или эмали. В пазы борта готовых крышек вкладываются специальные резиновые кольца.
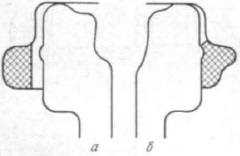
Профиль крышек СКО: а — до обкатки: б — после обкатки
На рисунке показана крышка СКО на горле банки в разрезе до и после обкатки. Такой шов образуется на закаточных машинах при помощи специальных роликов, работающих аналогично роликам закаточных машин для жестяной тары с той только разницей, что герметизация крышек по способу I осуществляется в одну операцию, а прикатка крышек к корпусу жестяных банок — в две. В процессе обкатывания крышки профилированным роликом происходит деформация стенки фланца и завитка крышки таким образом, что уплотняющее резиновое кольцо плотно прижимается к горлу банки и за счет трения и упора в венчике горла создается прочное и герметичное присоединение крышки к банке.
При регулировке роликов закаточных машин, используемых для обкатки банок I, ориентируются на определенную прочность укупорки, которую устанавливают методом нахождения критического давления, необходимого для срыва крышки. С этой целью в дне банки просверливают отверстие диаметром 15—20 мм с помощью сверлильного станка (или ручной дрели), в патрон которого вставлена заостренная стальная трубка (или заточенный трехгранный напильник). Для облегчения сверления на дно банки наносят несколько капель скипидара и абразивный порошок. Такую банку укупоривают крышкой и заполняют водопроводной водой.
В отверстие вставляется просверленная эластичная резиновая пробка (используемая в лабораторной практике), через которую проходит металлическая трубка диаметром 10—12 мм. Один конец трубки вводится в банку, а другой соединяется с тройником, на котором в верхнем штуцере имеется манометр на 5 кг/см2 с ценой деления 0,1 кг/см2. С другой стороны тройника установлен пробковый кран, который соединяется гибким шлангом с резервуаром сжатого воздуха или прямо с водопроводом [при наличии в нем давления не ниже 0,3 МПа (3 атм)].
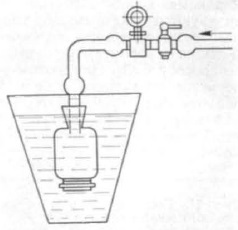
Приспособление для определения прочности укупорки стеклянной тары
Испытание производится постепенной медленной подачей воды или воздуха через пробковый кран. Давление доводится до критической величины, при которой крышка срывается с горловины банки. При этом замечают показания манометра. Банка I-82 считается нормально обкатанной, если критическое давление составляет 0,15—0,17 Па (1,5—1,7 атм).
Для смягчения гидравлического удара при срыве крышки банка погружается в сосуд с водой. Вместо просверливания отверстия в дне банки можно пробить отверстие в крышке, что гораздо проще, однако при этом нужно остерегаться деформировать крышку, ибо результаты испытания получатся недостоверными.
При укупорке стеклянных банок по способам II и III уплотняющая прокладка располагается в дне крышки и на торце венчика горла, при этом условия для герметизации создаются худшие, нежели в варианте I.
Консервная тара типа II («Еврокап») включает в себя стеклянную банку, жестяную или алюминиевую крышку и уплотнительную прокладку, нанесенную на периферийную часть торца (дна) крышки с внутренней стороны.
Торцевая часть венчика представляет собой площадку, по которой проходит кольцевая канавка. Боковая часть венчика горла имеет сплошной уступ, ниже которого располагается упорный выступ — карниз, служащий для открывания банок.
Борт крышки «Еврокап» представляет собой усеченный конус, расширяющийся внизу; на его боковой поверхности нанесены вертикальные гофры, расположенные по всей окружности с шагом 3,5—4 мм. Нижний край борта закатан наружу в виде ободка, разделенного сквозными просечками на 20—40 частей.
Уплотняющая прокладка изготовлена путем заливки специальной пастой периферийной части торца (дна) крышки и последующей термообработки, при которой обеспечивается прочное сцепление прокладки с адгезионным лаком (эмалью), покрывающим жесть.
Процесс укупорки банок II осуществляется путем введения горла банки с надетой крышкой в специальный обжимной цилиндр, диаметр которого на 1,5—3 мм больше номинального диаметра венчика горла. При этом уплотняющая прокладка прижимается к торцу банки, а гофрированный борт крышки обжимается вокруг уступа горла, частично заходя под него.
В процессе укупорки банка подвергается паровой вакуумизации. При этом перегретый пар давлением 0,05—0,1 МПа, имеющий температуру 120—130°С, подается струями, направленными в верхнюю часть банки и вытесняющими из нее воздух. Благодаря этому после укупорки, стерилизации и охлаждения в банке образуется вакуум, повышающий надежность герметизации. Прочность укупорки по этому способу нормируется в пределах 0,7—1,3 кг/см2.
Применение обжимной тары более сложно, чем в варианте I, и надежность герметизации ниже (отсутствие каких-либо регулирующих элементов для изменения параметров процесса укупорки. необходимость создания вакуума, повышенные требования к качеству банок и крышек и т. п.). Однако большое достоинство ее заключается в легкости открывания, чего нельзя сказать о банке I. Для открывания последней требуется очень большое усилие, при котором не исключено разрушение венчика горла.
Отличительная особенность способа укупорки III заключается в навинчивании крышки на венчик горла за 1/4 (или менее) оборота, что осуществляется применением специального укупорочного приспособления. В результате давления крышки на торец венчика горла прокладка на крышке (паста) уплотняется и герметизирует банку. Крышка при этом не деформируется. Банка с продуктом подвергается термической вакуумизации паром перед накрыванием крышкой.
Внешний вид банок типа III привлекателен, крышки легко отвинчиваются и могут быть использованы в домашних условиях после опорожнения банок. Однако в силу упомянутых выше осложняющих моментов этот способ можно использовать только для фасовки продукции, стерилизуемой при температурах не выше 100°С.
Узкогорлые бутылки укупориваются корончатыми крышками. При этом бутылка поднимается к укупорочной головке или последняя опускается относительной бутылки, совершая рабочий ход. При вводе венчика горла бутылки в укупорочную головку он поднимает крышку, лежащую донышком вверх в очке, и крышка надевается на венчик. Дойдя до упорного штока прижима крышек, бутылка венчиком горла перемещает его вверх, сжимая пружину. При дальнейшем цикле укупорки венчик горла с крышкой поднимается в кольцевом укупорочном патроне, имеющем конусную рабочую поверхность. При этом крышка деформируется и обжимается на венчике горла, прочно закрепляя и уплотняя прокладку на торце венчика.
Укупоренные банки с консервами проверяют на герметичность. Если консервы, изготовленные без жидкой фазы, например мясо тушеное, лосось натуральный и др., фасованы в жестяные банки, появляется возможность произвести 100%-ную проверку их на герметичность путем погружения в горячую воду температурой 85—90 °С. При этом находящийся в банках воздух расширяется, давление в них повышается. В случае негерметичности пузырьки воздуха выходят из швов корпуса и концов банок. Испытание может производиться путем непрерывного перемещения банок по желобу, опущенному в горячую воду; негерметичные банки вручную удаляются из потока. Такой способ проверки на герметичность возможен только тогда, когда продукт закатан в холодном состоянии и на безвакуумных закаточных машинах.
Для остальных консервов пользуются методами выборочной проверки наполненных жестяных банок на герметичность.
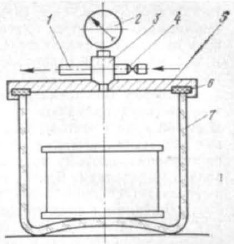
Прибор Бомбаго для испытания наполненных жестяных банок на герметичность
Один из методов лабораторного контроля связан с использованием прибора Бомбаго, состоящего из стеклянного толстостенного сосуда 6 (например, эксикатора), герметично закрываемого притертой стеклянной крышкой 5 с трехходовым краном 4 либо металлической крышкой с резиновой прокладкой и навинтованным отверстием для подсоединения трехходовой насадки 3.
Проверка наполненных банок на герметичность производится так. В сосуд наливают предварительно прокипяченную воду. В сырой воде имеется растворенный воздух, пузырьки которого при испытании выходят из воды и могут исказить результаты определения, поэтому воду необходимо предварительно деаэрировать кипячением. Банку, подлежащую испытанию, тщательно вытирают (особенно швы) тряпкой, смоченной бензином (для обезжиривания и предотвращения прилипания пузырьков воздуха), затем опускают ее в воду, накрывают сосуд крышкой и, закрыв краник 4, подключают вакуум-насос к патрубку 1. Разрежение (порядка 600—650 мм рт. ст.) регистрируют с помощью вакуумметра 2. Под действием возникающего в банке избыточного давления концы ее вспучиваются и в случае негерметичности воздух потоком пузырьков, отрывающихся от негерметизированных участков продольного или закаточного швов, выходит через воду наружу. Появление одиночных не отрывающихся пузырьков не означает, что банка негерметична. Такие пузырьки «вылезают» из наружной полости закаточного шва вполне герметичной банки. По окончании испытания вакуум-насос отключают, вакуум в сосуде нарушают, открывая краник 4, снимают крышку и вынимают испытуемую банку.
Для того чтобы не загрязнять воду в автоклавах при последующей стерилизации, наполненные и герметизированные банки промывают горячей водой под душем или моют в горячих щелочных растворах.
Источник: Б.Л. Флауменбаум, С.С. Танчев, М.А. Гришин. Основы консервирования пищевых продуктов. Агропромиздат. Москва. 1986